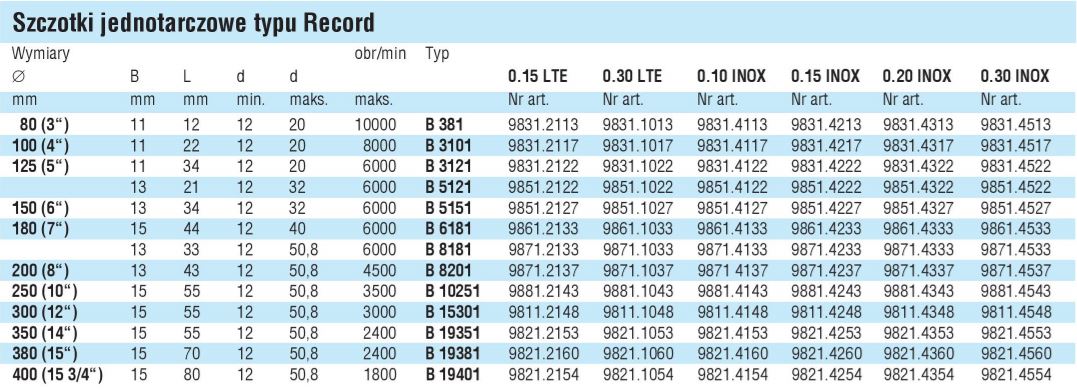
Szczotki jednotarczowe typu Record
Jednotarczowe szczotki druciane Record i Super-Record produkowane są z drutów falistych różnego typu.
Dla tego typu szczotek zalecamy następujące zakresy prędkości obwodowych: do obróbki stali ok. 30 m/s, metali nieżelaznych 18-20 m/s, tworzywa sztucznego 15 m/s.
Rodzaje wypełnień: RECORD
LTE - pojedynczy drut stalowy, mosiądzowany, sprężysty, falisty.
INOX - drut ze stali nierdzewnej i kwasoodpornej, falisty.
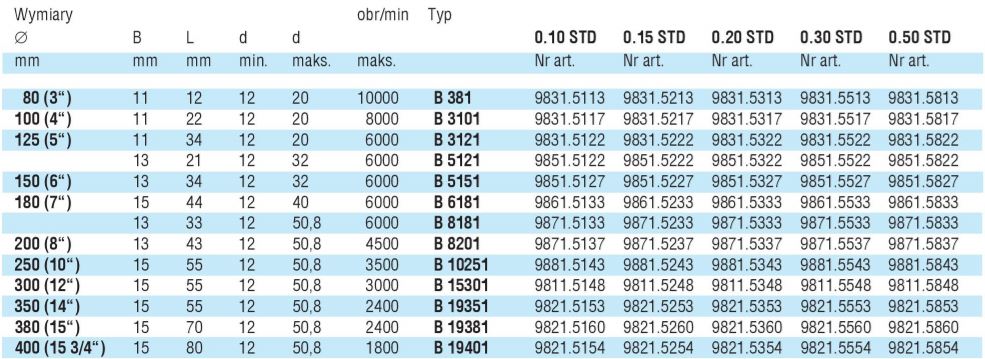
STD - drut ze stali o naturalnej twardości, falisty. SUPER-RECORD
Zastosowania:
Usuwanie rdzy z różnych elementów stalowych, warstw utlenionych ze stali szlachetnej lub z metali nieżelaznych i
powłok. Uzyskiwanie czystych powierzchni.
Czyszczenie form narzędziowych i odlewów.
Matowanie powierzchni metalowych.
Użycie:
Czyszczenie wąskich detali i profilowanych powierzchni za pomocą urządzeń stacjonarnych lub prowadzonych ręcznie.
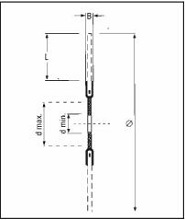
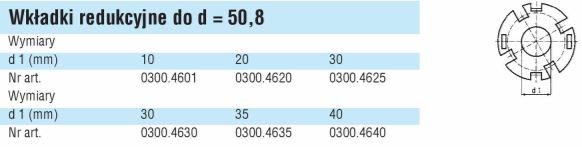
Wkładki redukcyjne:
(patrz dalej)

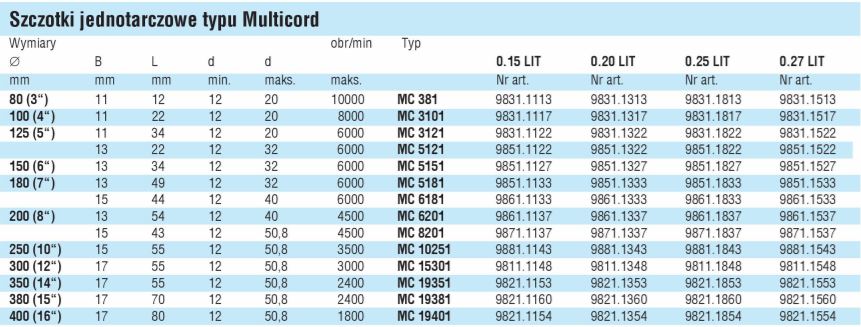
Szczotki jednotarczowe Multicord
Multicord: Bardzo agresywne dzięki odpowiednio skręconym drutom. Zalecane zakresy prędkości obwodowych dla szczotek typu Multicord
i Delta: obróbka stali ok. 30 m/s, metali nieżelaznych 18-20 m/s, tworzyw sztucznych 15 m/s.
Rodzaje wypełnień: MULTICORD
LIT - drut stalowy mosiądzowany sprężysty, odporny na obciążenie dynamiczne w konstrukcji splatanej (linkowej), falisty.
Zastosowanie:
Usuwanie pozostałości gumowych (naddatków) z części gumowo-metalowych, usuwanie pozostałości kleju.

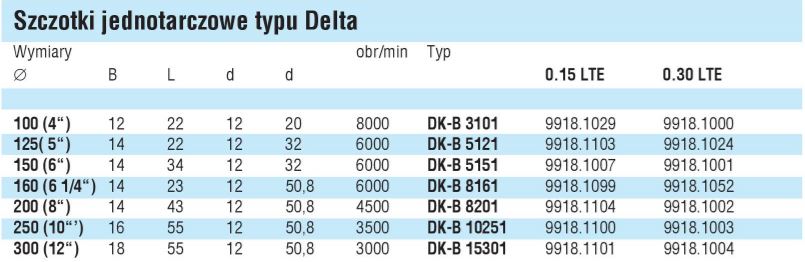
Szczotki jednotarczowe Delta
Delta: Druty zatopione w elastycznej masie z tworzywa sztucznego. Szczotka jest bardziej agresywna i trwalsza. Szerokość robocza szczotek tego typu nie ulega zmianie przez cały czas użytkowania. Tworzywo sztuczne eliminuje niebezpieczeństwo złamania się drutu - praca jest bezpieczniejsza.
Rodzaj wypełnienia: DELTA
LTE - pojedynczy drut stalowy mosiądzowany, sprężysty, falisty.
Zastosowanie:
Usuwanie zgorzelin z hartowania, czyszczenie spawów, szorstkowanie metalu przed powlekaniem, gratowanie krawędzi blach.
Użycie:
Czyszczenie wąskich detali i profilowanych powierzchni za pomocą urządzeń stacjonarnych lub prowadzonych ręcznie.

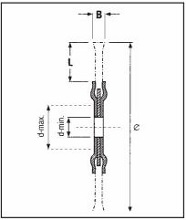
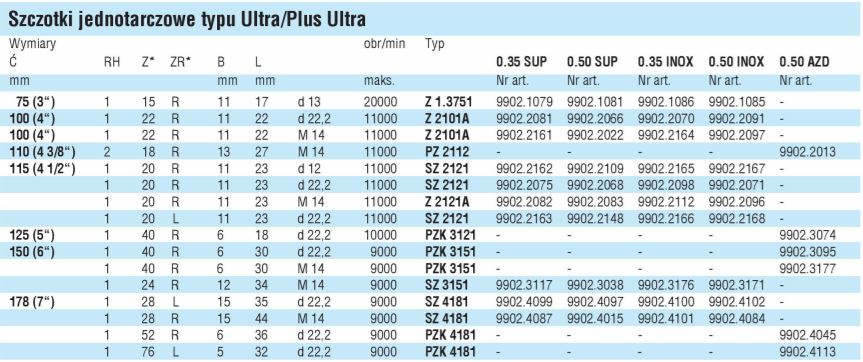
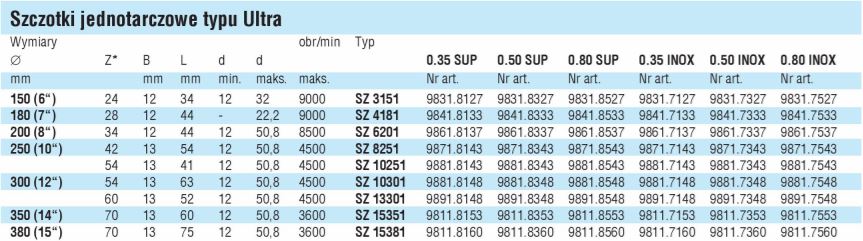
Szczotki jednotarczowe Ultra/Plus Ultra
Pojedyncze sploty z drutu hartowanego w oleju sprawiają, że ten model jest bardzo agresywny. Splatane wypełnienie nadaje się świetnie do wyższych prędkości obwodowych. Zalecana prędkość: 35- 40 m/s. Proszę zwrócić szczególną uwagę na nasze szczotki z otworem osiowym lub gwintem M14 specjalnie dla szlifierek kątowych (na zamówienie gwint 5/8¢¢).
Rodzaje wypełnień: ULTRA
SUP - drut ze stali hartowanej, gładki.
INOX - drut ze stali nierdzewnej i kwasoodpornej, gładki.
Zastosowanie:
Usuwanie naddatków gumy z części metalowo-gumowych, pozostałości kleju, lakieru i zgorzelin po hartowaniu. Do czyszczenia spawów.
Użycie:
Czyszczenie wąskich detali i profilowanych powierzchni za pomocą urządzeń stacjonarnych lub prowadzonych ręcznie. Model PZK z programu wyrobów do szlifierek kątowych stworzyliśmy specjalnie do czyszczenia spoin na rurociągach.
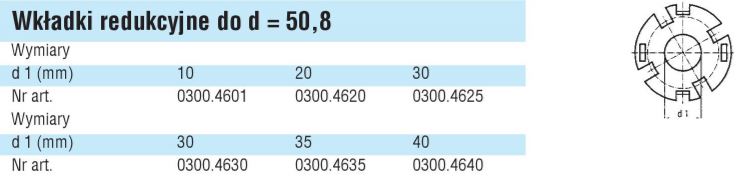
Wkładki redukcyjne:
(patrz wcześniej)

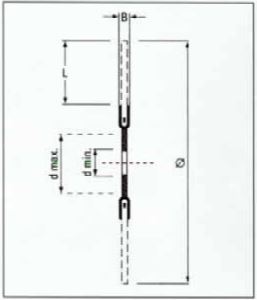
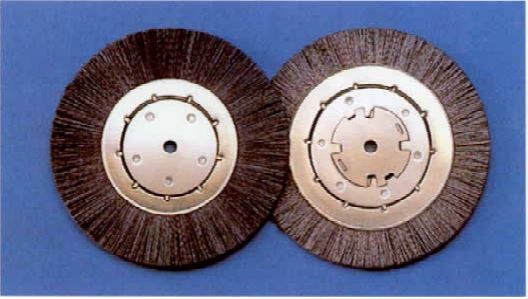
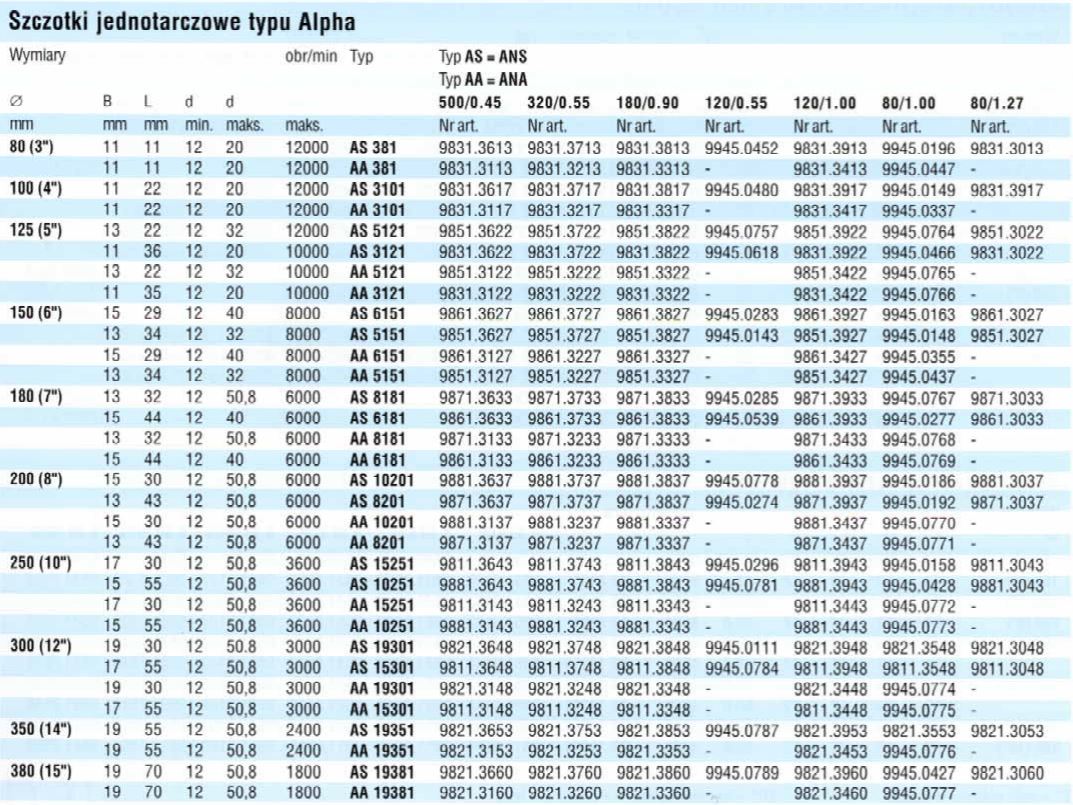
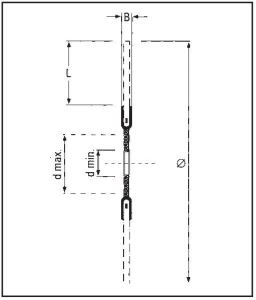
Szczotki jednotarczowe Alpha
Włókno szlifierskie ANDERLON jest odporne na wysoką temperaturę i zawiera 20 do 40% ziarna ściernego, co gwarantuje nieprzerwane szlifowanie i bardzo długą żywotność. KULLEN stosuje tylko materiały najwyższej jakości. Inne średnice włókna i wielkości ziarna ściernego dostępne są na zamówienie. Zalecana prędkość obwodowa 15-20 m/s.
Rodzaj wypełnień: ALPHA
ANA - włókno szlifierskie typu ANDERLON z ziarnem z tlenku aluminium, faliste.
ANS - włókno szlifierskie typu ANDERLON z ziarnem ściernym karbidowo-krzemowym (z węglika krzemu), faliste.
Zastosowanie:
Gratowanie wałów korbowych, głowic cylindrów, powierzchni rozdzielających i konturów zewnętrznych korbowodów, czopów osi, pokryw przekładni, powierzchni uszczelniających (przylg) głowic cylindrów i misek olejowych. Gratowanie części gaźnika. Gratowanie kół zębatych i kół zębatych stożkowych. W przemyśle samochodowym, lotniczym, w produkcji akcesoriów i silników samochodowych do gratowania elementów stalowych i z metali nieżelaznych.
Użycie:
Do automatycznych urządzeń gratujących (okrawarek), okrawarek bezkłowych i robotów.
Wkładki redukcyjne:
(patrz wcześniej)