
Firma Kullen oferuje mnóstwo gatunków i typów szczotek. Do każdego zadania możemy zaproponować odpowiedni wyrób. Również do zastosowań specjalnych i nietypowych, nie uwzględnionych być może w niniejszym katalogu. W takich przypadkach, ale także w razie pytań dotyczących strony technicznej lub optymalizacji pracy szczotek należy zwracać się do naszych specjalistów. Główne informacje techniczne podajemy na niniejszej stronie. W sytuacjach niejasnych i nietypowych należy jednak bezpośrednio zasięgnąć naszej rady.
Nazwy typów i ich znaczenia:
Nazwy typów naszych szczotek wskazują na ich cechy szczególne.
Record - Szczotki z drutem falistym.
Ultra - Szczotki z drutem splecionym w formie warkocza.
Multicord - Szczotki z drutem splecionym w formie linkowej.
Delta - Szczotki z drutem falistym zatopionym w tworzywie sztucznym.
Alpha - Szczotki z włóknem szlifierskim ANDERLON.
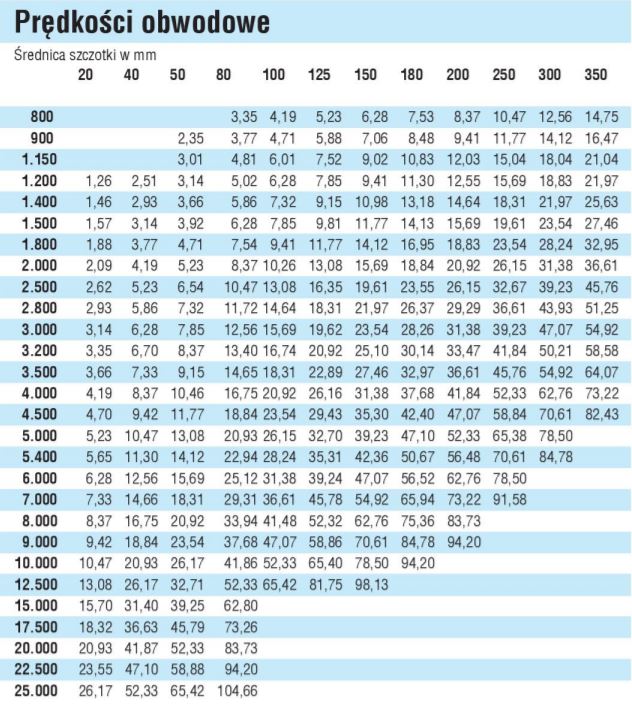
Uwagi do tabeli „Prędkości obwodowe“:
Prędkość obwodowa jest kryterium decydującym o optymalnej pracy szczotki. W tabeli obok podano prędkości obwodowe odpowiadające poszczególnym prędkościom obrotowym i średnicom szczotek.
Uwaga: Wszystkie osoby znajdujące się w strefie pracy powinny nosić okulary ochronne lub maskę.
Należy pamiętać o tym, że podane w niniejszym katalogu prędkości obrotowe są wartościami maksymalnymi i w żadnym razie nie wolno ich przekroczyć. Najczęściej maksymalna prędkość obro-towa nie jest konieczna do osiągnięcia najlepszego efektu pracy szczotki. Dla poszczególnych typów szczotek
i obrabianych materiałów zalecamy określone prędkości obwodowe:
Record, Multicord i Delta:
Stal - ok. 30 m/s
Metale nieżelazne - 18-20 m/s
Ultra: Stal - 35-40 m/s
Alpha: Stal - 18-20 m/s
Metale nieżelazne - 18-20 m/s
Tworzywa sztuczne - ok. 15 m/s
Co zrobić, gdy wynik szczotkowania będzie niezadowalający?
Szczotkowanie za słabe:
- Zwiększyć prędkość obwodową przez zwiększenie średnicy szczotki lub prędkości obrotowej (pamiętać o maksymalnej prędkości obrotowej).
- Zastosować szczotkę o mniejszej długości włókien.
- Zastosować szczotkę o większej średnicy włókien (drutów).
Szczotkowanie za mocne:
- Zmniejszyć prędkość obwodową przez zmniejszenie średnicy szczotki lub prędkości obrotowej.
- Zastosować szczotkę o dłuższych włóknach.
- Zastosować szczotkę o mniejszej średnicy włókien (drutów).
Za mało dokładne wykończenie powierzchni:
- Zwiększyć prędkość obwodową przez zwiększenie średnicy szczotki lub prędkości obrotowej (pamiętać o maksymalnej prędkości obrotowej).
- Zastosować szczotkę o mniejszej długości włókien.
- Zastosować szczotkę o mniejszej średnicy włókien (drutów).
Zbyt gładkie wykończenie powierzchni:
- Zmniejszyć prędkość obwodową przez zmniejszenie średnicy szczotki lub prędkości obrotowej.
- Zastosować szczotkę o dłuższych włóknach.
- Zastosować szczotkę o większej średnicy włókien (drutów).
żywotność szczotki.
najczęściej wystarcza niewielka głębokość zanurzenia.