Spiralne i pasmowe szczotki walcowe
Wybierając optymalną konstrukcję szczotki należy uwzględnić przede wszystkim następujące ważne punkty:
czy dana operacja szczotkowania należy do cięższych czy też lżejszych (pożądany efekt), zależną od tego głębokość zanurzenia szczotki i gęstość wypełnienia oraz prędkość obwodową lub obrotową; prędkość przesuwu obrabianych przedmiotów, warunki pracy (mokre/suche), temperaturę (niska, normalna, wysoka), rodzaj mediów (normalne/agresywe), wymaganą ilość miejsca, właściwy stosunek wymiarów szczotki (∅: długość/sposób pracy), ograniczenia ciężaru.
Lżejszymi operacjami szczotkowania
jest na przykład mycie, odkurzanie, wybłyszczanie, itd.
Do cięższych operacji zalicza się
np. szorstkowanie, matowanie lub gratowanie metalowych powierzchni, usu-wanie pozostałości klejących, ciągliwych lub wilgotnych materiałów, jak cementu, węgla, piasku, itd.
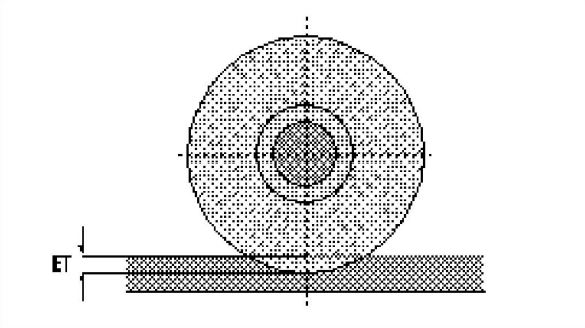
Głębokość zanurzenia (ET)
Przy niewielkiej głębokości za-nurzenia szczotka jest bardziej efektywna, ponieważ pracuje końcami włókien czy też drutu, co zapewnia równomierne zużywanie się wypełnienia. Zbyt duży docisk, tzn. za duża głębokość zanurzenia szczotki może powodować zmęczenie materiału wypełnienia i przedwczesne łamanie się włókien. Ważnym warunkiem uzyskania optymalnej głębokości zanurzenia jest precyzyjny i równoległy dosuw szczotki sterowany przy pomocy przestawnego zderzaka lub czujnikiem położenia. Podstawą odniesienia jest pobór mocy na biegu jałowym. Głębokość zanurzenia (siła docisku szczotki) wyznacza łączny pobór prądu. Bieżące stero-wanie najlepiej jest realizować poprzez powodowane przez nią różnice w poborze prądu.
Prędkość obrotowa/prędkość obwodowa/posuw
Te wielkości trzeba określić zależnie od wybranej konstrukcji szczotki walcowej i panujących warunków pracy. Maksymalne prędkości obwodowe podano na kolejnych stronach w opisach różnych serii szczotek walcowych.
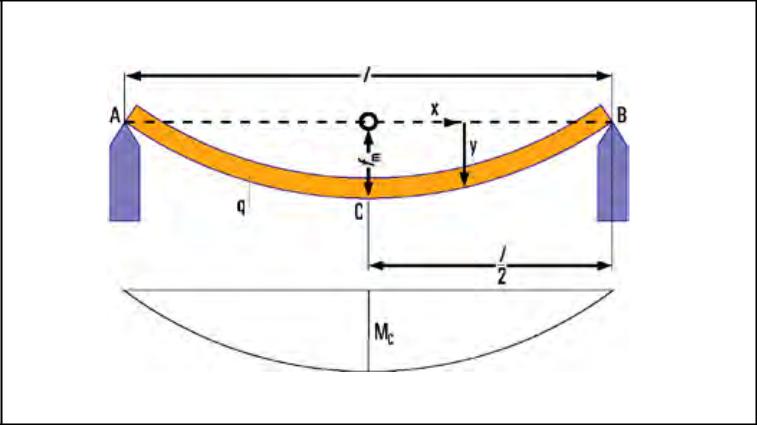
Stosunek średnicy szczotki do jej długości (szerokości roboczej)
Na wielkość ugięcia („fm“ patrz rysunek na str. 31) mają wpływ następujące wartości: ciężar korpusu i wypełnienie, odstęp między łożyskami, materiał korpusu i moment oporu (zależny od przekroju korpusu). Ugięcie decyduje o stabilności (krytyczna prędkość obrotowa) kompletnych wirujących szczotek walcowych.
Moce napędowe
Moc napędowa szczotek walcowych jest zależna od szeregu czynników i można ją wyznaczyć dopiero po ustale-niu wszystkich danych. Należy uwzględnić następujące elementy:
Ciężar - zależny od średnicy, długości, konstrukcji korpusu walca, rodzaju mocowania i materiału wypełnienia.
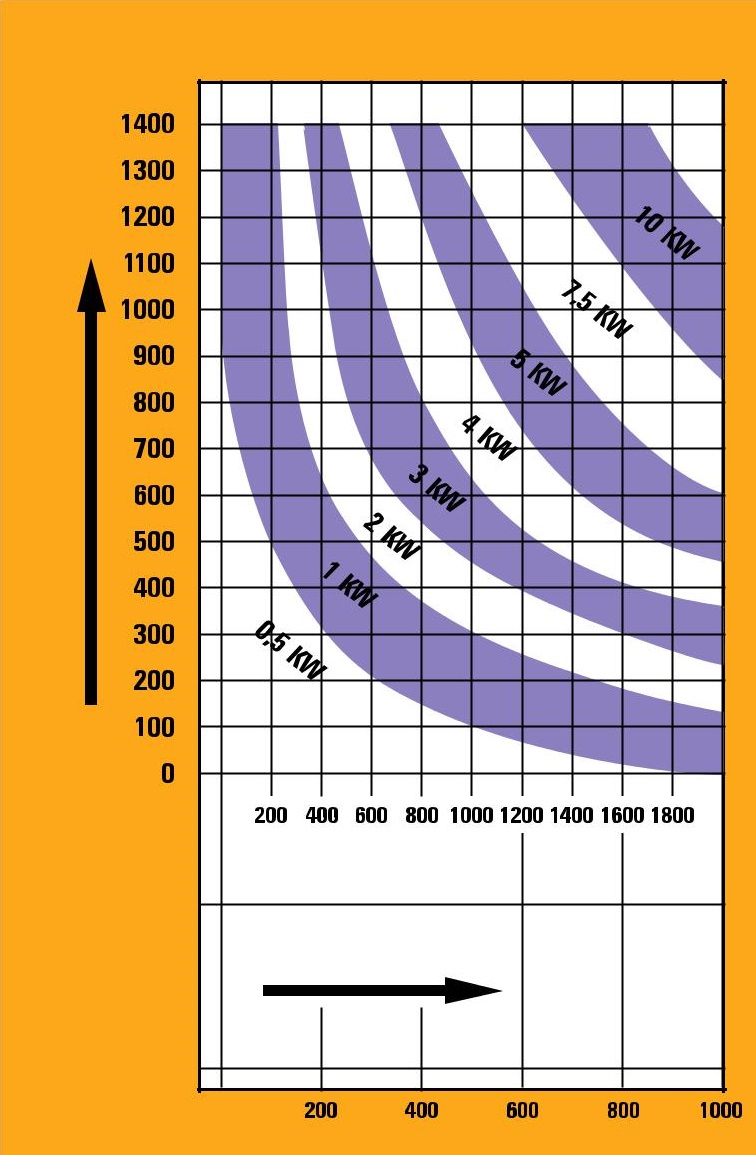
Siłę docisku - im mniejsza głębokość zanurzenia szczotki (włókien), tym mniejsza jest wymagana moc napędowa. Materiał wypełnienia - opór materiałów miękkich jest mniejszy. Mocniejszy, bardziej agresywny materiał wymaga większej mocy napędowej. Poniższy wykres prezentuje orientacyjne wartości mocy napędu (przyjęto średnicę 300 mm).
Co zrobić, gdy wynik szczotkowania będzie niezadowalający?
Szczotkowanie za słabe:
- Zwiększyć prędkość obwodową przez zwiększenie średnicy szczotki lub prędkości obrotowej (pamiętać o maks. prędkości obrotowej).
- Zastosować szczotkę o mniejszej długości widocznych włókien (lub drutów) = większa ich gęstość przy nie zmienionej całkowitej średnicy szczotki (patrz rysunek).
- Zastosować szczotkę z większą średnicą wypełnienia.
Szczotkowanie za mocne:
- Zmniejszyć prędkość obwodową przez zmniejszenie średnicy szczotki lub prędkości obrotowej.
- Zastosować szczotkę o większej długości widocznych włókien (drutów) = mniejsza gęstość wypełnienia przy nie zmienionej łącznej średnicy szczotki.
- Zastosować szczotkę o mniejszej średnicy wypełnienia.
Za mało dokładne wykończenie powierzchni:
- Zastosować szczotkę o większej długości widocznych włókien (drutów) = mniejsza gęstość wypełnienia przy nie zmienionej łącznej średnicy szczotki.
- Zmniejszyć średnicę wypełnienia.
Zbyt drobne wykończenie powierzchni:
- Zastosować szczotkę o mniejszej długości widocznych włókien (drutów) = większa gęstość wypełnienia przy nie zmienionej zewnętrznej średnicy szczotki.
- Zwiększyć średnicę wypełnienia.
Nieregularnie zużyta powierzchnia szczotki W przypadku nierównomiernego zużycia się powierzchni szczotek walcowych (np. z powodu dotarcia taśmy), oferujemy klientom mającym w tym zakresie większe potrzeby zakup naszego urządzenia do przycinania typu SA-1 lub szlifierki typu SV-1. Tymi urządzeniami można skorygować nierówności powierzchni szczotek. Chcesz otrzymać ofertę? Posłuż się tabelą!